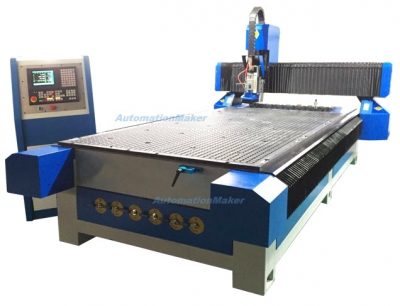
CNC Router milling Model S4
Tool Change 6KW x 2 heads, 3.5KW x 2 heads
 CNC Router milling Model S4
CNC Router milling Model S4

CNC Machine Specification (English)
| No. |
Specification |
| 1 |
JST Air-cooled High-speed Electric Main Pump 18000 RPM, 6.0KW x 2 heads and 3.5KW x 2 heads |
| 2 |
Yaskawa Servo Motor 1000W drive and four sets of Z-axis motors with brakes |
| 3 |
Zhuolan/Xinbao Planetary Reducer |
| 4 |
Taiwan’s new generation industrial control integrated machine control system + keyboard + handwheel + display |
| 5 |
Shenzhen Sifang 7.5KW Inverter |
| 6 |
Taiwan SHAC / LMA guide rail (25mm specification) |
| 7 |
XINYUE Four-sided precision grinding 1.5 mold high-precision helical teeth |
| 8 |
High-strength vacuum adsorption table |
| 9 |
Taiwan original TBI screw and 2510 type nut |
| 10 |
Jingyi customized steel guide sleeve positioning cylinder, table assembly, ensuring 90 degrees |
| 11 |
Taiwan AirTac solenoid valve and tool change cylinder |
| 12 |
French Schneider key electrical components |
| 13 |
Germany WUPP original imported cable, 5 million times of bending without failure |
| 14 |
Japan Omron or Taiwan Yangming proximity switch |
| 15 |
7.5KW Power water circulation vacuum system |
| 16 |
Feeding function + pushing + dust removal function, automatic loading and unloading table |
| 17 |
High-strength bed annealing / table top welding 8MM steel plate |
| 18 |
Machine five-sided gantry processing punching |
| 19 |
Z-axis mold casting aluminum Precision CNC machining |
คุณสมบัติเครื่องจักร CNC (ภาษาไทย)
| ลำดับ |
feature |
| 1 |
ปั๊มหลักไฟฟ้าความเร็วสูง JST ระบายความร้อนด้วยอากาศ 18000 รอบต่อนาที 6.0KW x 2 หัว และ 3.5KW x 2 หัว |
| 2 |
มอเตอร์เซอร์โว Yaskawa 1000W ขับเคลื่อน และมอเตอร์แกน Z สี่ชุดพร้อมเบรค |
| 3 |
ตัวลดดาวเคราะห์ Zhuolan / Xinbao |
| 4 |
ระบบควบคุมเครื่องจักรแบบบูรณาการของไต้หวันรุ่นใหม่ + คีย์บอร์ด + Handwheel + จอแสดงผล |
| 5 |
อินเวอร์เตอร์ 7.5KW จากเซินเจิ้น Sifang |
| 6 |
รางนำทาง SHAC / LMA ของไต้หวัน (สเปค 25 มม.) |
| 7 |
การบดความแม่นยำสี่ด้าน XINYUE 1.5 แม่พิมพ์ฟันขดลวดที่มีความแม่นยำสูง |
| 8 |
ตารางการดูดซับสูญญากาศที่มีความแข็งแรงสูง |
| 9 |
สกรู TBI ดั้งเดิมจากไต้หวันและน๊อตชนิด 2510 |
| 10 |
กระบอกสูบคู่มือการวางตำแหน่งเหล็กกำหนดเองจาก Jingyi พร้อมการประกอบโต๊ะ มั่นใจได้ 90 องศา |
| 11 |
วาล์วขดลวดแม่เหล็กไฟฟ้าของไต้หวัน AirTac และกระบอกเปลี่ยนเครื่องมือ |
| 12 |
ส่วนประกอบไฟฟ้าที่สำคัญจาก Schneider ฝรั่งเศส |
| 13 |
สายนำเข้าของแท้จากเยอรมัน WUPP ทนการดัดได้ 5 ล้านครั้งโดยไม่เกิดความผิดพลาด |
| 14 |
สวิตช์ proximity จาก Omron ญี่ปุ่น หรือ Yangming ไต้หวัน |
| 15 |
ระบบสูญญากาศการไหลเวียนของน้ำ 7.5KW |
| 16 |
ฟังก์ชั่นการให้อาหาร + ฟังก์ชั่นการผลักดัน + การกำจัดฝุ่น พร้อมตารางการขนถ่ายอัตโนมัติ |
| 17 |
การหลอมเตียงความแข็งแรงสูง / การเชื่อมโต๊ะด้วยแผ่นเหล็ก 8 มม. |
| 18 |
เครื่องเจาะโครงสำหรับตั้งสิ่งของห้าด้าน |
| 19 |
แม่พิมพ์แกน Z หล่ออลูมิเนียม ความแม่นยำสูงในการทำเครื่องจักรกล CNC |
[av_one_third first av_uid=’av-1r0v1oa’]Add Content here[/av_one_third]
[av_one_third av_uid=’av-ywluyi’]Add Content here[/av_one_third]
[av_one_third av_uid=’av-no1tei’]Add Content here[/av_one_third]
Additional options






อุตสาหกรรมโฆษณา:
ป้าย, โลโก้, ป้ายติดสินค้า, ป้ายแสดงสินค้า, ป้ายประชุม, ป้ายบิลบอร์ด, แฟ้มโฆษณา, การทำป้าย, การแกะสลักและตัดอะคริลิก, การทำคำคริสตัล, การขึ้นรูปบลาสเตอร์, การทำวัสดุโฆษณาอื่นๆ
งานศิลปะและการตกแต่ง:
งานไม้, กล่องของขวัญ, กล่องใส่เครื่องประดับ
other:
ประติมากรรมนูน, การแกะสลัก 3 มิติ, วัตถุทรงกระบอก






If interested or have questions, call
082-972-9329 (Jimmy)
083-256-5981 (Komin)
02-312-0227 (office)
E-mail : Sales@salecnc.com

User Manual
คู่มือการใช้งานเครื่อง CNC Router milling รุ่น M25-PH Tool Change

CNC Router Milling M25-PH Tool Chang
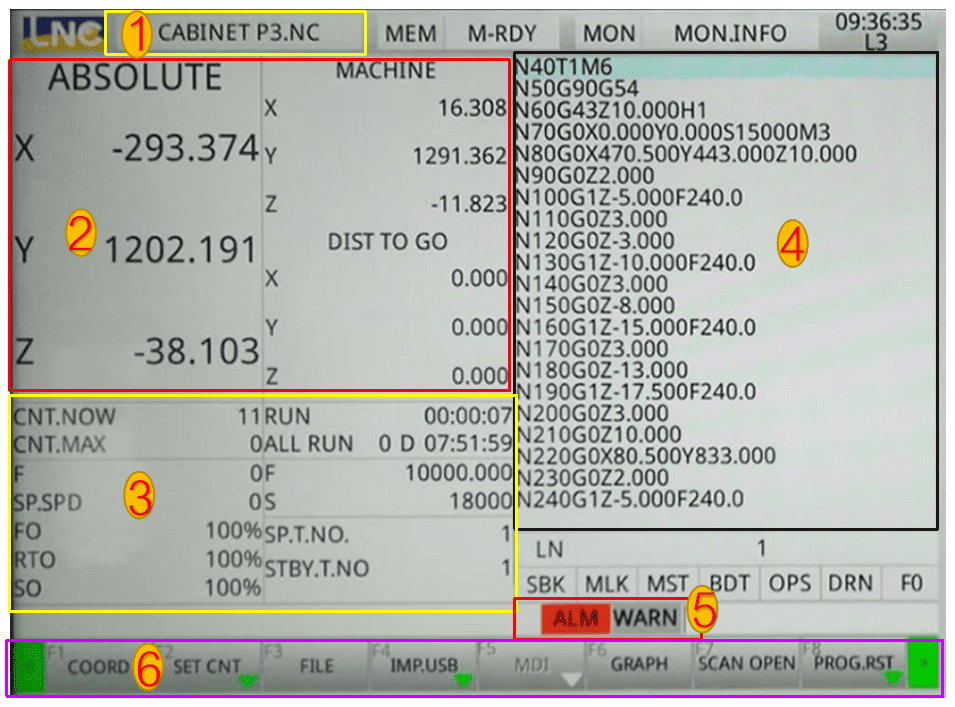
1.หน้าจอหลัก (Main Screen)
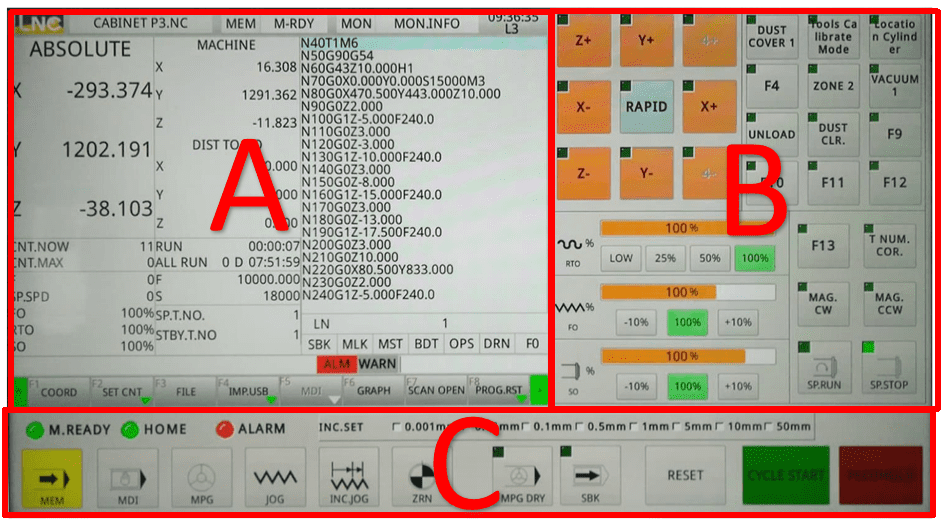
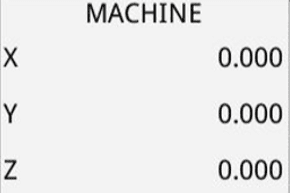
A : Main screen area การแสดงผลสถานะปัจจุบนั
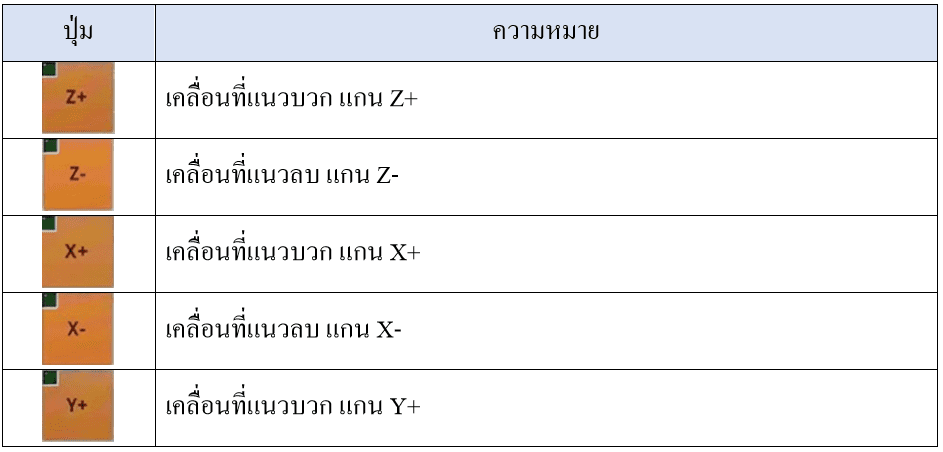
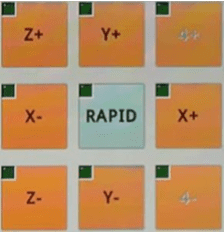
B : Mode area การควบคุมการเคลื่อนที่
C : Operating area การควบคุมการทำงาน
A : Main screen area การแสดงผลสถานะปัจจุบัน
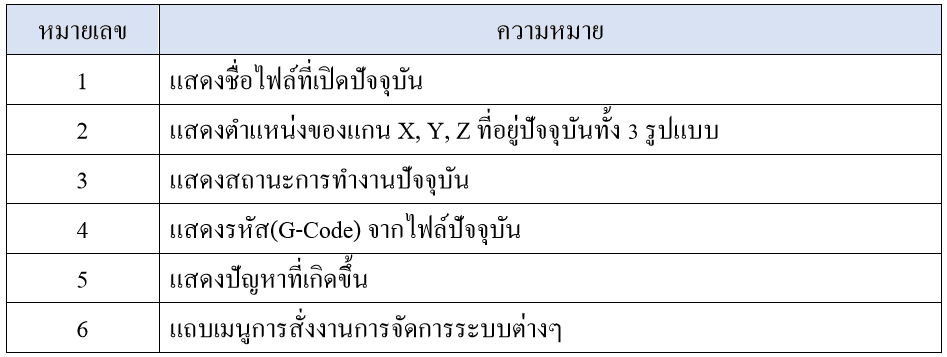
B : Mode area การควบคุมการเคลื่อนที่
C : Operating area การควบคุมการทำ


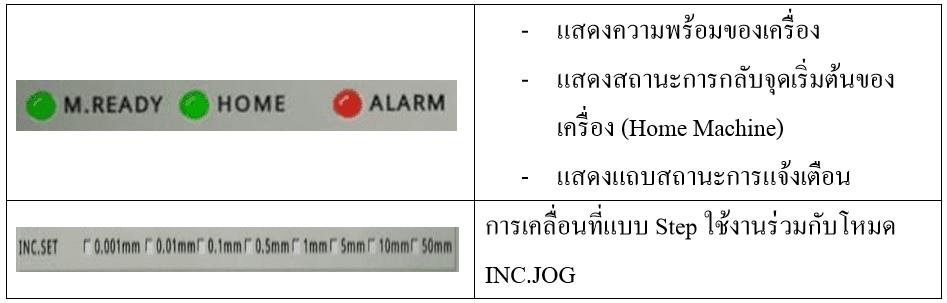
2. การกลับจุดเริ่มต้นของเครื่องจักร (Home Machine)
การกลับจุดเริ่มต้นของเครื่องนั้น จะต้องทำทุกครั้งหลังจากเปิดเครื่องใหม่เสมอ ในกรณีที่ไม่ทำการกลับจุดเริ่มต้นของเครื่องจักร จะทำให้การทำงานของเครื่องจักร เสียหายเป็นอย่างมาก และผู้ใช้งานควรอยู่ประจำตู้ควบคุมระบบ เพื่อสั่งตัดระบบไฟฟ้าในกรณีที่เกิดปัญหา
2.1.ตรวจสอบให้แน่ใจว่าไม่มีอะไรวางกีดขวางทางเดินของเครื่องจักร ทุกๆแกน(X, Y, Z)
2.2. เลือก ให้ขึ้นแถบสีเหลือง
ให้ขึ้นแถบสีเหลือง
2.3. เลือก  เพื่อเริ่มทำงาน
เพื่อเริ่มทำงาน
2.4. แกน Z จะเริ่มเคลื่อนที่ขึ้นไป ( Z+) อยู่ที่จุด 0.000 ของ Machine
2.5. แกน X, Y จะเริ่มเคลื่อนที่ไปในแนวลบ (X-,Y-)
2.6. รอจนกว่าแกนทุกแกน( X ,Y, Z ) จะเป็น 0.000 ทั้งหมด
3. การควบคุมการเคลื่อนที่
3.1. การควบคุมการเคลื่อนที่แบบ JOG
3.1.1. คลิกเลือก 
3.1.2. ทดลองเลื่อนแกนต่างๆโดยใช้
3.2. การควบคุมการเคลื่อนที่แบบ INC.JOG
3.2.1. คลิกเลือก 
3.2.2. เลือกระยะการเคลื่อนที่
เช่น ถ้าผู้ใช้เลือก 50mm แล้วทดลองเลื่อนแกนใดแกนหนึ่ง จะทำให้แกนนั้นเคลื่อนที่ไป 50mm
3.2.3. ทดลองเลื่อนแกนต่างๆโดยใช้
3.3. การควบคุมการเคลื่อนที่แบบ MPG
3.3.1. คลิกเลือก 
3.3.2. ใช้ MPG

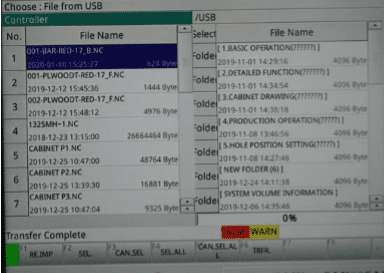
4. การนำไฟล์เข้าจาก USB
4.1. เลือก 
4.2. เลือกไฟล์ที่ต้องการ
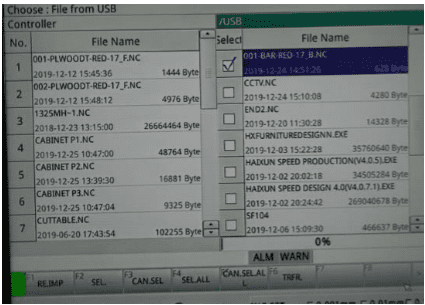
4.3. เลือก 
4.4. ไฟล์ที่เลือกจะอยู่ด้านซ้ายมือ
5. การเปิด ไฟล์ใช้งาน
5.1. เลือก 
5.2. เลือกไฟล์ใช้งานจากนั้น คลิก Ok
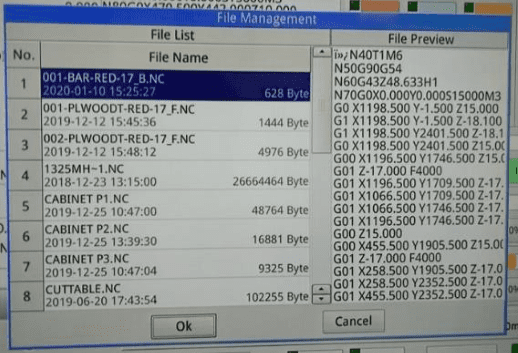
5.3. แสดงชื่อไฟล์ ที่เลือก  (บนซ้ายของ Monitor)
(บนซ้ายของ Monitor)
5.4. พร้อมเริ่มทำงาน
6. กำหนดจุดเริ่มต้นสำหรับชิ้นงาน ( G54-G57 )
ในการ กัด หรืด ตัด หรือดำเนินการใดๆ ที่ชิ้นงาน เราจำเป็นต้องกำหนดจุดเริ่มต้นของชิ้นงานเสียก่อน (Set zero)
G54 – G57 :: G Code สำหรับการกำหนดหรือเลือกจุดศูนย์ชิ้นงาน( workpiece zero)
6.1. เลือก
6.2. เลือนแกน ไปยังจุดที่ต้องการ
6.3. เลือก 
6.4. สังเกตตำแหน่งที่ G54
6.5. เลือก 
6.5.1. SETX : กำหนดจุดปัจจุบันของแกน X เป็นจุดเริ่มต้นของชิ้นงาน
6.5.2. SETY : กำหนดจุดปัจจุบันของแกน Y เป็นจุดเริ่มต้นของชิ้นงาน
6.5.3. SETZ : กำหนดจุดปัจจุบันของแกน Z เป็นจุดเริ่มต้นของชิ้นงาน
6.6. สังเกตตำแหน่งที่ G54 หลังจากทำการกำหนดจุดเริ่ม
6.7. เลือนแกน X, Y, Z ไปที่ตำแหน่งอื่น แล้วใช้โหมดการทำสอบ MDI (หัวข้อ การใช้งาน MDI)
7. การใช้งาน MDI
การใช้งาน MDI ผู้ใช้จะต้องมีความรู้เกี่ยวกับ G code พื้นฐาน ไม่เช่นนั้นอาจทำให้เครื่องจักรเสียหายได้จากการป้อนคำสั่ง ผิดๆ
7.1. เลือก 
7.2. จะแสดงหน้าจอ โปรแกรมสำหรับ MDI
7.3. เลือก  เพื่อเปลี่ยนเป็นโหมดเขียนโปรแกรม
เพื่อเปลี่ยนเป็นโหมดเขียนโปรแกรม
7.4. ทดลองเขียนโปรแกรม G54 X0 Y0 Z0 F5000
7.5. เลือก 
7.6. แสดง G code ที่เขียนไป
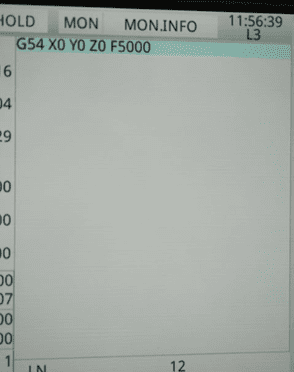
7.7. เลือก เพื่อเริ่มต้นทำงาน
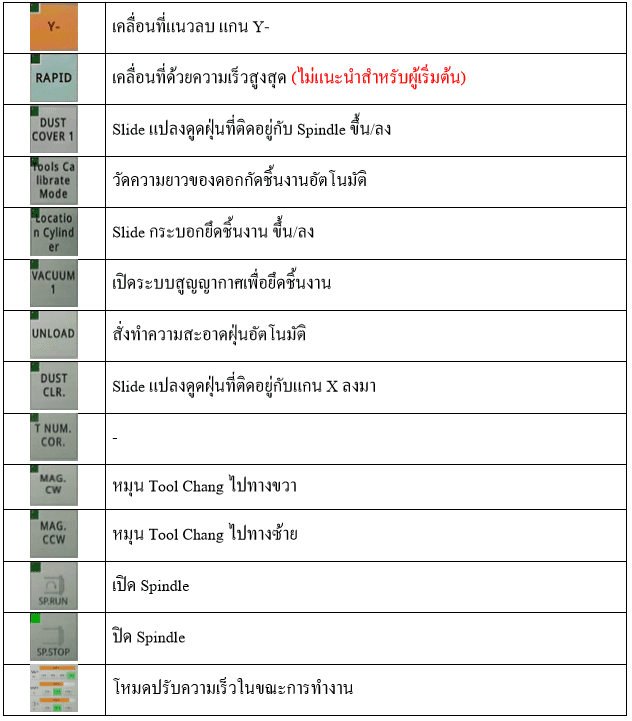
8. การเปลี่ยน Tool
8.1. เขียนโปรแกรมเปลี่ยน Tool โดยเข้าสู้โหมด MDI (หัวข้อก่อนหน้า)
8.2. ทดลอง พิมพ์คำสั่ง เปลี่ยน Tool
ตัวอย่าง : T1
T2
T3
อธิบาย G Code : T1 เครื่องจะวิ่งไปรับ Tool 1 มาใส่
T2 เครื่องจะวิ่งไปรับ Tool 2 มาใส่
T3 เครื่องจะวิ่งไปรับ Tool 3 มาใส่
กรณีที่ 1 : ในการเปลี่ยน Tool แต่ละครั้งเครื่องจะทำการคืน Tool เดิมที่ใส่อยู่แล้ว ยกตัวอย่างเช่น หากเครื่องใส่ Tool ที่ 1 อยู่ และคำสั่งต่อมาคือให้ใส่ Tool ที่ 2 แทน เครื่อง จะต้องทำ Tool ที่ 1 ไปคืนที่ตำแหน่งเดิมเสียก่อน
8.3. เลือก 
MPG DRY คือเมื่อผู้ใช้มีการเลือกเครื่องจักรจะไม่ทำงานอัตโนมัติ กล่าวคือจะเปลี่ยนมาเป็นโหมดควบคุมการใช้ MPG Auto manual (เพื่อเป็นการป้องกันว่า โปรแกรมที่เราเขียนไปนั้นถูกต้องจริงๆ
8.4. เลือก
8.5. เลือก เพื่อเริ่มต้นทำงาน
8.6. ทดลอง หมุน MPG เครื่องจะทำงาน
8.7. เมื่อทดลองเสร็จแล้วไม่เกิดปัญหา
8.8. ยกเลิกการเลือก
8.9. เลือก เพื่อเริ่มต้นทำงาน
8.10. เครื่องจะทำงานอัตโนมัติโดยที่ไม่ต้องหมุด MPG
9. การใช้ Tool Set / Calibration Tool
– ลองนึกภาพดูว่าหาก ชิ้นงานของเรา มีการเจาะรู ที่ขนาด 3 mm และ 10 mm และต้องตัดชิ้นงานที่หนาพอสมควร โดยที่ต้องอาศัยความเร็ว
– รูที่มีขนาด 3 mm เราจะใช้ดอก 3 mm เจาะ จะได้งานที่รวดเร็ว
– รูที่มีขนาด 10 mm เราจะใช้ดอก 3 mm เจาะไม่ได้ แต่จะใช้ในการกัดลงไปให้ทะลุที่ขนาด 10 mm ได้ ในกรณีนี้ หากเจาะเพียงแค่ไม่กี่รูก็ไม่เป็นไร แต่ลองนึกภาพดูสิว่า หากต้องการเจาะรู 3 mm จำนวน 1,000 รู และรูขนาด 10 mm อีก 1,000 รู บนชิ้นงานเดียวกัน ก็จะเป็นเรื่องเสียเวลาเป็นอย่างมาก ในทางกลับกัน หากใช้ดอก 10 mm มาเจาะ 3 mm ก็เป็นเรื่องที่เป็นไปไม่ได้อยู่แล้ว
– ต่อมาในกรณีที่ ชิ้นงานมีความหนา และเราต้องการให้ตัดชิ้นงานด้วยความเร็ว มากๆ ก็ต้องใช้ดอกที่มีขนาดใหญ่ เพราะถ้าใช้ดอกเล็ก และตัดด้วยความเร็ว จะทำให้ดอกหักได้
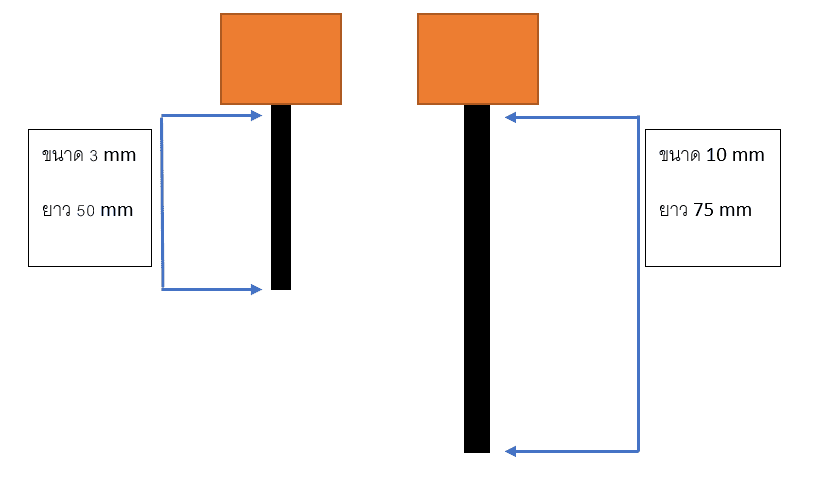
– การแก้ปัญหาเพื่อประหยัดเวลา คือจะทำการเจาะรู 3 mm โดยใช้ดอก 3 mm ก่อน หลังจากนั้นก็จะใส่ดอก 10 mm เพื่อเจาะรู 10 mm แต่ก็จะมีปัญหาเรื่องความยาวของ ดอก เช่น ดอก 3 และ 10 มีความยาวเท่ากับ 50, 75 mm ตามลำดับ ตามตัวอย่างภาพด้านล่าง
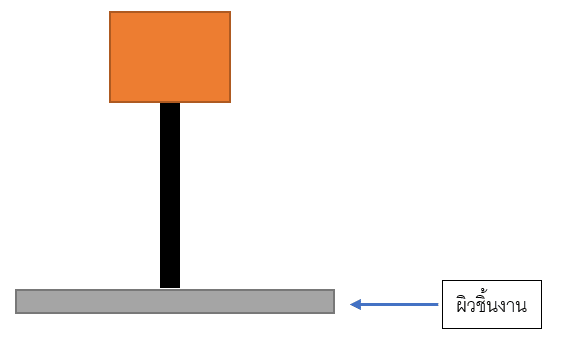
– เมื่อเราตั้งค่า G54 ของแกน Z ห่างจากผิวงานเล็กน้อย โดยใช้ดอก 3 mm
– เมื่อเราเปลี่ยน เปลี่ยนมาใช้ดอก 10 mm พร้อมเปรียบเทียบดอก 3 mm
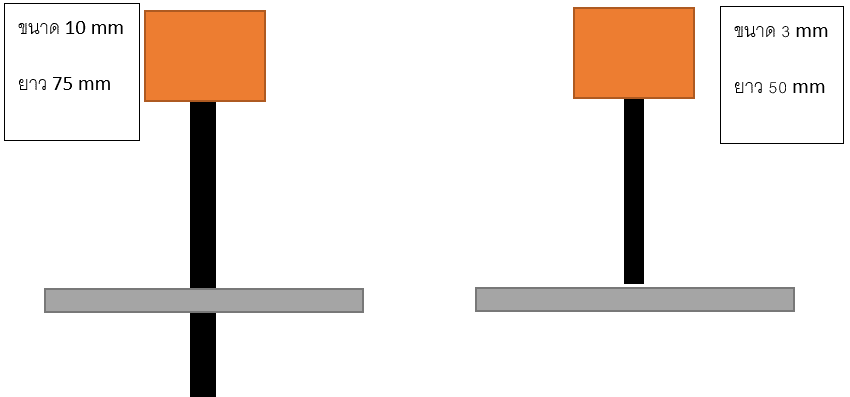
– จะสังเกตเห็นได้ว่าดอกที่มีขนาด 10 mm จะทะลุชิ้นงานออกไป ทำให้เกิดความเสียหายได้
– การแก้ปัญหานั้นมีอยู่ด้วยกันหลายวิธี เช่น การ Set G54 ใหม่ หรือแม้แต่การหาความยาวที่แตกต่างกันออกไปเพื่อนำมาทดแทนในโปรแกรม
– การแก้ปัญหาที่จะยกตัวอย่างต่อไปนี้คือการใช้ Tool Set (อ้างอิงวิธีการทำงานจากเครื่อง CNC Router milling model M25-PH Tool Change)
เริ่มต้นการทำ Tool Set
โดยตัวอย่างนี้จะใช้ Tool 1 และ Tool ที่ 2
9.1. เลือกเป็นโหมด JOG
9.2. เข้าไปที่ SETUP > TOOL MGT > LENGTH (สังเกตตัวเลขที่ แกน Z )
9.3. T.NO คือหมายเลข TOOL
9.4. แนะนำให้ผู้ใช้เลือก MPG DRY เพื่อเปลี่ยนมาเป็นโหมดควบคุมด้วยมือ
9.5. ไปที่ ATM > ใส่หมายเลข Tool ที่ต้องการวัดความยาว ( T.NO ) > เลือก ATM.ST (หากผู้ใช้เลือก MPG DRY ให้ทำการ หมุน MPG ไปเรื่อยๆจนกว่าจะเสร็จสิน)
9.6. ทำตามข้อที่ 9.5. ใหม่อีกครั้งแต่ให้เปลี่ยนหมายเลข Tool (T.NO)
9.7. กลับไปดูความยาว Tool ข้อที่ 9.2
ทดลองใช้งาน
9.8. ให้ผู้ใช้ทำการ Set G54 โดยใช้ Tool ที่วัดความยาวเป็นตัวตั้ง / หรือ Tool ล่าสุดที่ใส่อยู่ตอนวัดความยาวก็ได้เช่นกัน
9.9. ทดลอง G Code ต่อไปนี้
G54 X0 Y0
T1
G43 Z0 H1
G54 X0 Y0
T2
G43 Z0 H2
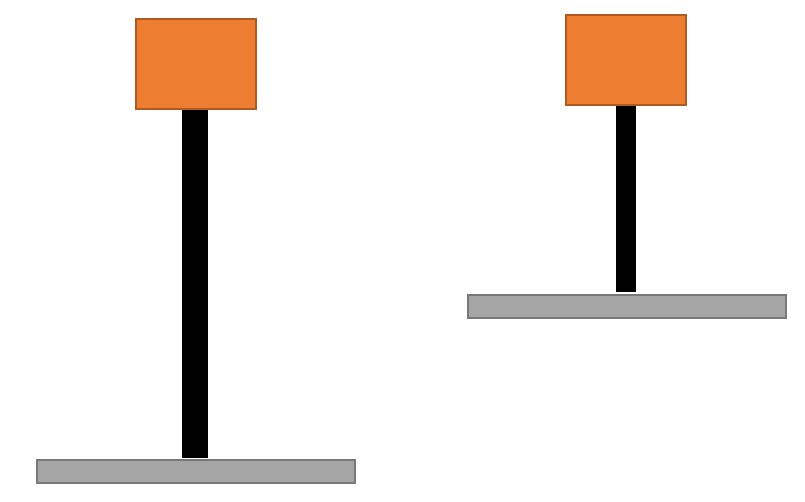
9.10. จะได้ตามตัวอย่างภาพด้านล่าง
วีดีโอตัวอย่าง
https://www.youtube.com/playlist?list=PLuhFxfruV5vO-Emvjtc-dGenZqm7dQUH2




Reviews
There are no reviews yet.