CNC Router milling model M25-PH Tool Change
CNC router milling machine for sale รุ่น M25-PH เปลี่ยนทูลอัตโนมัติ
เครื่องซีเอ็นซีเราเตอร์มิลลิ่ง รุ่น M25-PH สามารถเปลี่ยนทูลได้ 12 ทูล ใช้ ลม ในการเปลื่ยนทูล มีเครื่อง vacuum ใช้ยึดชิ้นงาน

Product specifications
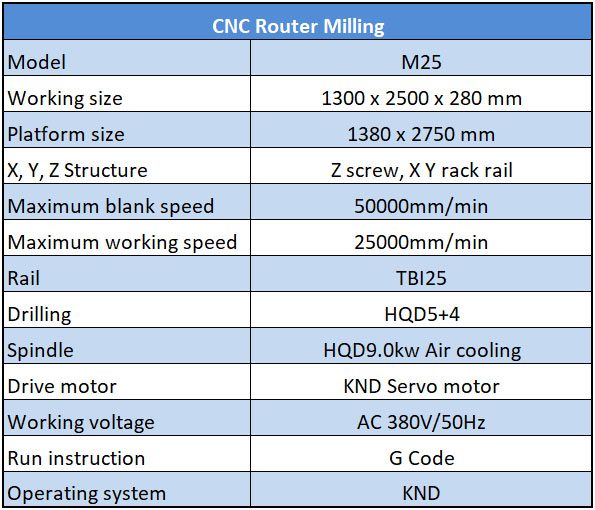
feature
✅ การควบคุมส่วนต่อประสานที่ได้รับการออกแบบจากมนุษย์, การทำงานเต็มรูปแบบ, ผู้ใช้งานสามารถผ่านการฝึกอบรมได้อย่างง่าย ๆ โดยไม่ต้องใช้แรงงานที่มีทักษะสูง เครื่องมีความรวดเร็วและมีประสิทธิภาพ สามารถช่วยให้คุณประสบความสำเร็จในงานและธุรกิจได้อย่างก้าวกระโดด
✅ ด้วยแกน HQD แรงลมกำลังสูง ระบบเซอร์โวไดรฟ์เต็มรูปแบบ ส่วนประกอบไฟฟ้าเดิมที่นำเข้าและส่วนประกอบอื่น ๆ ที่มีประสิทธิภาพมั่นคง
✅ มาพร้อมกับ Vacuum ดูดเศษชิ้นงาน สามารถดูดซับเศษชิ้นงานจากจุดต่างๆของวัสดุที่ตัดแม้แต่ชิ้นงานเล็กๆได้ โดยไม่ต้องจัดการให้พื้นผิวที่ราบรื่น และขนาดแผ่นที่ถูกต้อง
✅ การฉีดน้ำมันหล่อลื่น สามารถตั้งค่าโดยอัตโนมัติตามเวลาได้ เพื่อให้แน่ใจว่าหล่อลื่นสกรูเลื่อนและยืดอายุการใช้งานของเครื่อง
✅ ระบบเครื่องจักรจากไต้หวัน มีความแม่นยำสูง อายุการใช้งานนาน พื้นผิวสัมผัสขนาดใหญ่และความสามารถรับน้ำหนักที่แข็งแกร่ง การใช้เทคโนโลยีแบบรางแนวตั้งสามารถให้ความมั่นคงของการดำเนินงานที่ดีขึ้น
✅ ความแข็งแรงและความหนาของโครงสำหรับตั้งสิ่งของหนักแผ่นเหล็กหลังจากการตัดที่แม่นยำและการประมวลผล และการเชื่อมเพื่อให้แน่ใจว่าโครงสำหรับตั้งสิ่งของคงทนทำงานโดยไม่เสียรูป
✅ แผ่นเหล็กทั้งด้านเป็นเหล็กที่ทนความร้อนสูง เพื่อป้องกันการเสียรูปของแผ่นด้านข้างและส่งผลต่อความแม่นยำของแกน Y
อุตสาหกรรมที่นำไปใช้
อุตสาหกรรมเฟอร์นิเจอร์ต่างๆ , ตู้แขวน, ตู้เสื้อผ้า, เฟอร์นิเจอร์สำนักงาน, งานฝีมือออกแบบ
ชิ้นส่วนประกอบตู้เสื้อผ้า, ตู้โชว์, โต๊ะคอมพิวเตอร์, โต๊ะทำงาน, เฟอร์นิเจอร์แบบแผ่น, ออฟฟิศ, กล่องดนตรีที่ทำจากไม้, ภาชนะและอุปกรณ์ในครัวเรือน, งานแกะสลัก กัด เจาะ และอื่นๆ


Controller cabinet : CNC Router miller ใช้ Servo motor คุณภาพสูง นำเข้าจากญี่ปุ่น


Monitor : ประสิทธิภาพสูงของ CNC Router miller เทคโนโลยีมากกว่า 30 ปี ดีที่สุดในวงการของ Router miller

ชุดเปลี่ยน Tool อัตโนมัติ



เครื่อง vacuum ใช้สำหรับยึดชิ้นงาน

Additional options


วิดีโอตัวอย่าง
Feed in & Feed out CNC router
Sample of work






Controller Manual: Controller_Manual_800
“Salecnc.net”
If interested or have questions, call
082-972-9329 (Jimmy)
083-256-5981 (Komin)
02-312-0227 (office)
E-mail : Sales@salecnc.com

Manuals
คู่มือการใช้งานเครื่อง CNC Router milling รุ่น M25-PH Tool Change
CNC Router Milling M25-PH Tool Chang
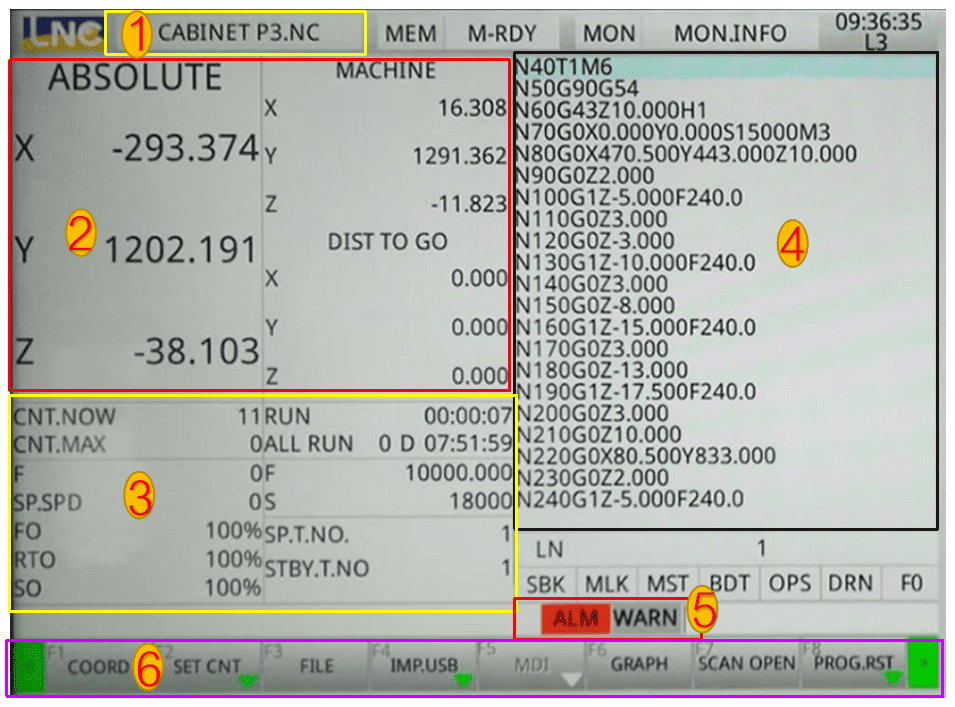
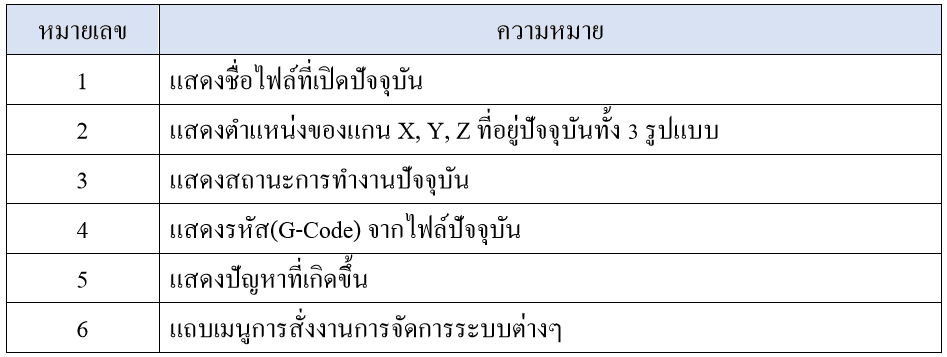
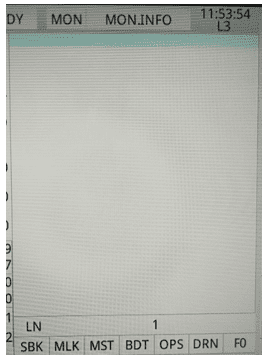
1.หน้าจอหลัก (Main Screen)
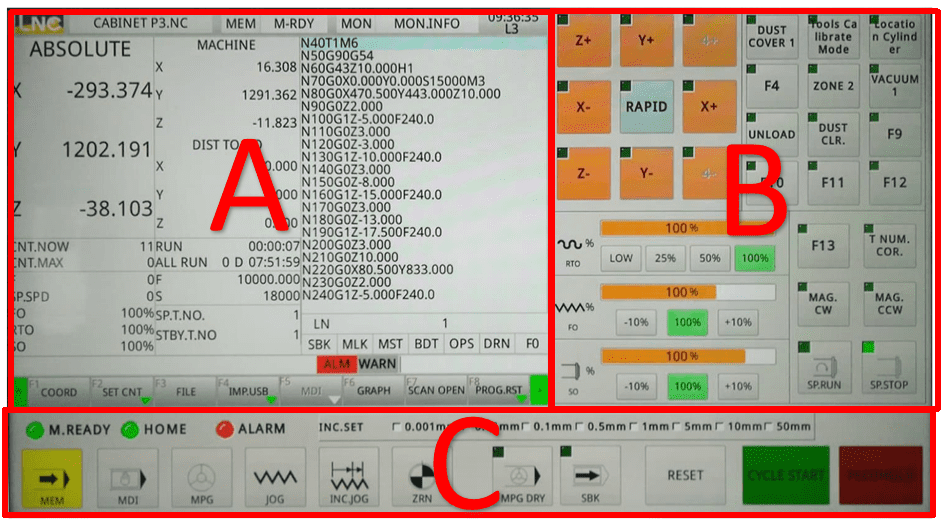
A : Main screen area การแสดงผลสถานะปัจจุบนั
B : Mode area การควบคุมการเคลื่อนที่
C : Operating area การควบคุมการทำงาน
A : Main screen area การแสดงผลสถานะปัจจุบัน
B : Mode area การควบคุมการเคลื่อนที่
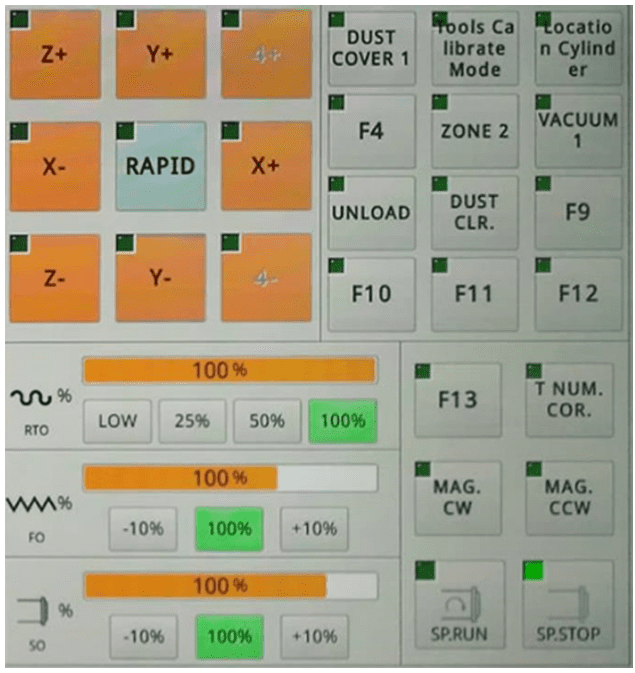
C : Operating area การควบคุมการทำ


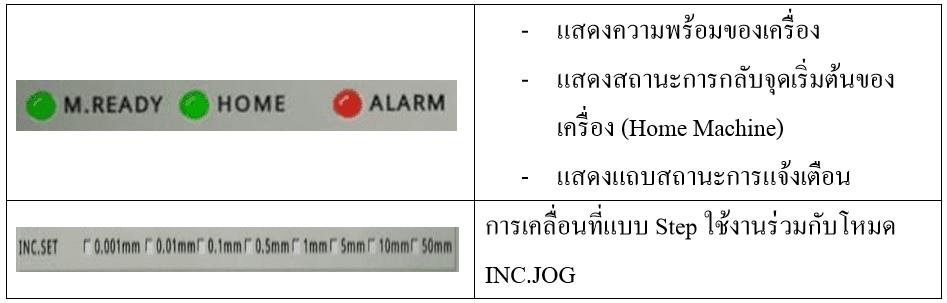
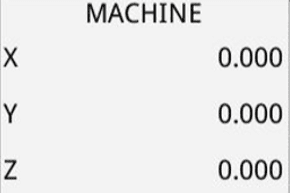
2. การกลับจุดเริ่มต้นของเครื่องจักร (Home Machine)
การกลับจุดเริ่มต้นของเครื่องนั้น จะต้องทำทุกครั้งหลังจากเปิดเครื่องใหม่เสมอ ในกรณีที่ไม่ทำการกลับจุดเริ่มต้นของเครื่องจักร จะทำให้การทำงานของเครื่องจักร เสียหายเป็นอย่างมาก และผู้ใช้งานควรอยู่ประจำตู้ควบคุมระบบ เพื่อสั่งตัดระบบไฟฟ้าในกรณีที่เกิดปัญหา
2.1.ตรวจสอบให้แน่ใจว่าไม่มีอะไรวางกีดขวางทางเดินของเครื่องจักร ทุกๆแกน(X, Y, Z)
2.2. เลือก ให้ขึ้นแถบสีเหลือง
ให้ขึ้นแถบสีเหลือง
2.3. เลือก  เพื่อเริ่มทำงาน
เพื่อเริ่มทำงาน
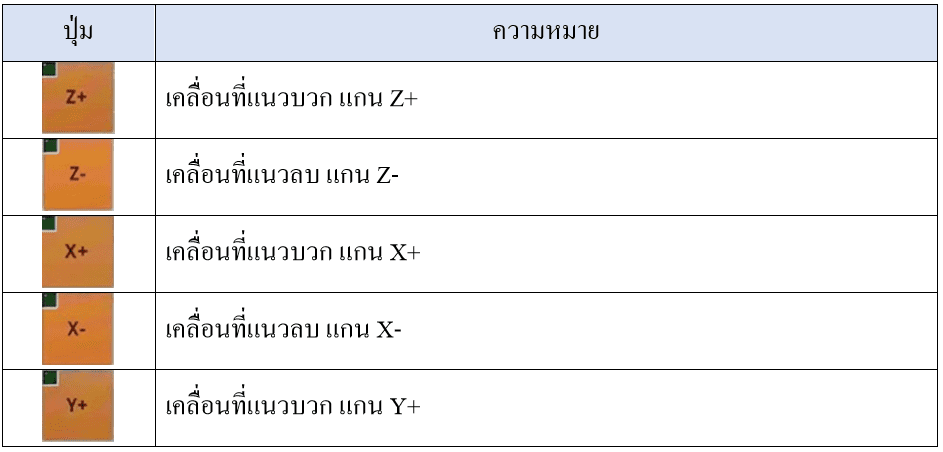
2.4. แกน Z จะเริ่มเคลื่อนที่ขึ้นไป ( Z+) อยู่ที่จุด 0.000 ของ Machine
2.5. แกน X, Y จะเริ่มเคลื่อนที่ไปในแนวลบ (X-,Y-)
2.6. รอจนกว่าแกนทุกแกน( X ,Y, Z ) จะเป็น 0.000 ทั้งหมด
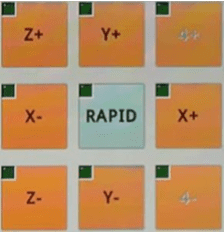
3. การควบคุมการเคลื่อนที่
3.1. การควบคุมการเคลื่อนที่แบบ JOG
3.1.1. คลิกเลือก 
3.1.2. ทดลองเลื่อนแกนต่างๆโดยใช้
3.2. การควบคุมการเคลื่อนที่แบบ INC.JOG
3.2.1. คลิกเลือก 
3.2.2. เลือกระยะการเคลื่อนที่
เช่น ถ้าผู้ใช้เลือก 50mm แล้วทดลองเลื่อนแกนใดแกนหนึ่ง จะทำให้แกนนั้นเคลื่อนที่ไป 50mm
3.2.3. ทดลองเลื่อนแกนต่างๆโดยใช้
3.3. การควบคุมการเคลื่อนที่แบบ MPG
3.3.1. คลิกเลือก 
3.3.2. ใช้ MPG

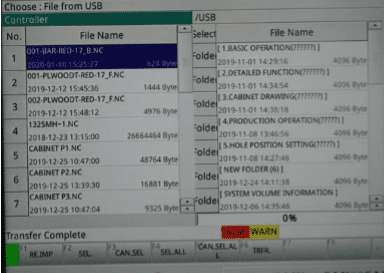
4. การนำไฟล์เข้าจาก USB
4.1. เลือก 
4.2. เลือกไฟล์ที่ต้องการ
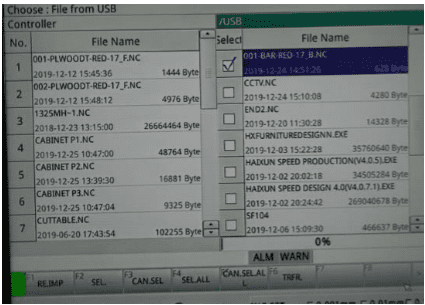
4.3. เลือก 
4.4. ไฟล์ที่เลือกจะอยู่ด้านซ้ายมือ
5. การเปิด ไฟล์ใช้งาน
5.1. เลือก 
5.2. เลือกไฟล์ใช้งานจากนั้น คลิก Ok
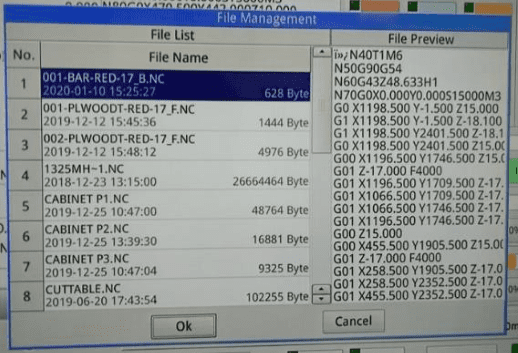
5.3. แสดงชื่อไฟล์ ที่เลือก  (บนซ้ายของ Monitor)
(บนซ้ายของ Monitor)
5.4. พร้อมเริ่มทำงาน
6. กำหนดจุดเริ่มต้นสำหรับชิ้นงาน ( G54-G57 )
ในการ กัด หรืด ตัด หรือดำเนินการใดๆ ที่ชิ้นงาน เราจำเป็นต้องกำหนดจุดเริ่มต้นของชิ้นงานเสียก่อน (Set zero)
G54 – G57 :: G Code สำหรับการกำหนดหรือเลือกจุดศูนย์ชิ้นงาน( workpiece zero)
6.1. เลือก
6.2. เลือนแกน ไปยังจุดที่ต้องการ
6.3. เลือก 
6.4. สังเกตตำแหน่งที่ G54
6.5. เลือก 
6.5.1. SETX : กำหนดจุดปัจจุบันของแกน X เป็นจุดเริ่มต้นของชิ้นงาน
6.5.2. SETY : กำหนดจุดปัจจุบันของแกน Y เป็นจุดเริ่มต้นของชิ้นงาน
6.5.3. SETZ : กำหนดจุดปัจจุบันของแกน Z เป็นจุดเริ่มต้นของชิ้นงาน
6.6. สังเกตตำแหน่งที่ G54 หลังจากทำการกำหนดจุดเริ่ม
6.7. เลือนแกน X, Y, Z ไปที่ตำแหน่งอื่น แล้วใช้โหมดการทำสอบ MDI (หัวข้อ การใช้งาน MDI)
7. การใช้งาน MDI
การใช้งาน MDI ผู้ใช้จะต้องมีความรู้เกี่ยวกับ G code พื้นฐาน ไม่เช่นนั้นอาจทำให้เครื่องจักรเสียหายได้จากการป้อนคำสั่ง ผิดๆ
7.1. เลือก 
7.2. จะแสดงหน้าจอ โปรแกรมสำหรับ MDI
7.3. เลือก 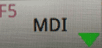 เพื่อเปลี่ยนเป็นโหมดเขียนโปรแกรม
เพื่อเปลี่ยนเป็นโหมดเขียนโปรแกรม
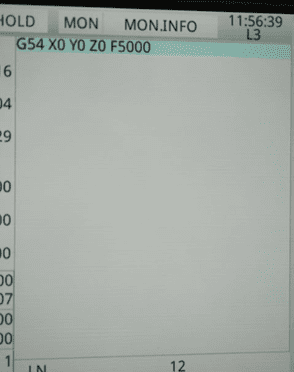
7.4. ทดลองเขียนโปรแกรม G54 X0 Y0 Z0 F5000
7.5. เลือก 
7.6. แสดง G code ที่เขียนไป
7.7. เลือก เพื่อเริ่มต้นทำงาน
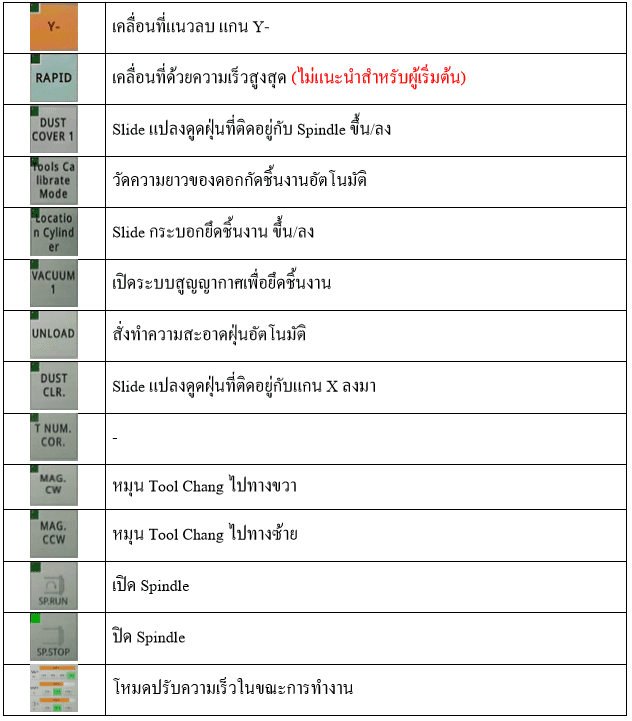
8. การเปลี่ยน Tool
8.1. เขียนโปรแกรมเปลี่ยน Tool โดยเข้าสู้โหมด MDI (หัวข้อก่อนหน้า)
8.2. ทดลอง พิมพ์คำสั่ง เปลี่ยน Tool
ตัวอย่าง : T1
T2
T3
อธิบาย G Code : T1 เครื่องจะวิ่งไปรับ Tool 1 มาใส่
T2 เครื่องจะวิ่งไปรับ Tool 2 มาใส่
T3 เครื่องจะวิ่งไปรับ Tool 3 มาใส่
กรณีที่ 1 : ในการเปลี่ยน Tool แต่ละครั้งเครื่องจะทำการคืน Tool เดิมที่ใส่อยู่แล้ว ยกตัวอย่างเช่น หากเครื่องใส่ Tool ที่ 1 อยู่ และคำสั่งต่อมาคือให้ใส่ Tool ที่ 2 แทน เครื่อง จะต้องทำ Tool ที่ 1 ไปคืนที่ตำแหน่งเดิมเสียก่อน
8.3. เลือก 
MPG DRY คือเมื่อผู้ใช้มีการเลือกเครื่องจักรจะไม่ทำงานอัตโนมัติ กล่าวคือจะเปลี่ยนมาเป็นโหมดควบคุมการใช้ MPG Auto manual (เพื่อเป็นการป้องกันว่า โปรแกรมที่เราเขียนไปนั้นถูกต้องจริงๆ
8.4. เลือก
8.5. เลือก เพื่อเริ่มต้นทำงาน
8.6. ทดลอง หมุน MPG เครื่องจะทำงาน
8.7. เมื่อทดลองเสร็จแล้วไม่เกิดปัญหา
8.8. ยกเลิกการเลือก
8.9. เลือก เพื่อเริ่มต้นทำงาน
8.10. เครื่องจะทำงานอัตโนมัติโดยที่ไม่ต้องหมุด MPG
9. การใช้ Tool Set / Calibration Tool
– ลองนึกภาพดูว่าหาก ชิ้นงานของเรา มีการเจาะรู ที่ขนาด 3 mm และ 10 mm และต้องตัดชิ้นงานที่หนาพอสมควร โดยที่ต้องอาศัยความเร็ว
– รูที่มีขนาด 3 mm เราจะใช้ดอก 3 mm เจาะ จะได้งานที่รวดเร็ว
– รูที่มีขนาด 10 mm เราจะใช้ดอก 3 mm เจาะไม่ได้ แต่จะใช้ในการกัดลงไปให้ทะลุที่ขนาด 10 mm ได้ ในกรณีนี้ หากเจาะเพียงแค่ไม่กี่รูก็ไม่เป็นไร แต่ลองนึกภาพดูสิว่า หากต้องการเจาะรู 3 mm จำนวน 1,000 รู และรูขนาด 10 mm อีก 1,000 รู บนชิ้นงานเดียวกัน ก็จะเป็นเรื่องเสียเวลาเป็นอย่างมาก ในทางกลับกัน หากใช้ดอก 10 mm มาเจาะ 3 mm ก็เป็นเรื่องที่เป็นไปไม่ได้อยู่แล้ว
– ต่อมาในกรณีที่ ชิ้นงานมีความหนา และเราต้องการให้ตัดชิ้นงานด้วยความเร็ว มากๆ ก็ต้องใช้ดอกที่มีขนาดใหญ่ เพราะถ้าใช้ดอกเล็ก และตัดด้วยความเร็ว จะทำให้ดอกหักได้
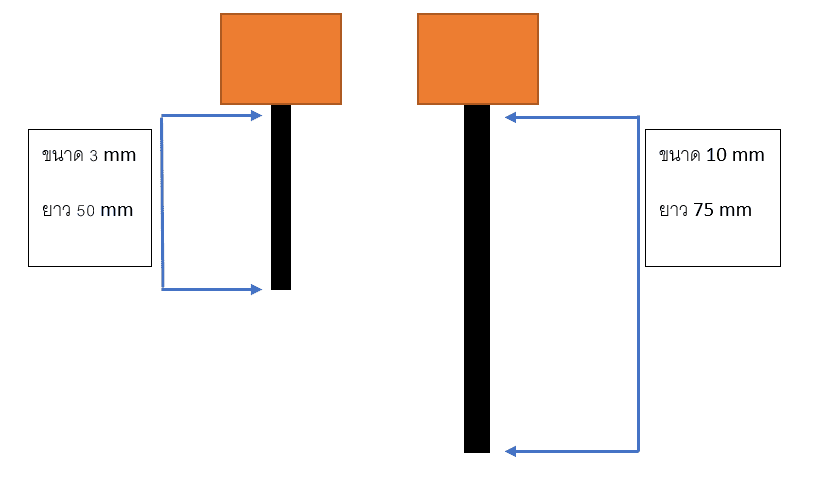
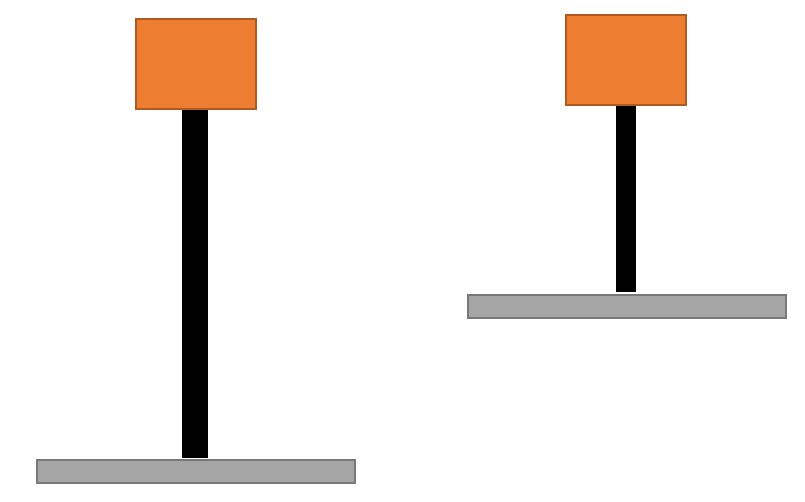
– การแก้ปัญหาเพื่อประหยัดเวลา คือจะทำการเจาะรู 3 mm โดยใช้ดอก 3 mm ก่อน หลังจากนั้นก็จะใส่ดอก 10 mm เพื่อเจาะรู 10 mm แต่ก็จะมีปัญหาเรื่องความยาวของ ดอก เช่น ดอก 3 และ 10 มีความยาวเท่ากับ 50, 75 mm ตามลำดับ ตามตัวอย่างภาพด้านล่าง
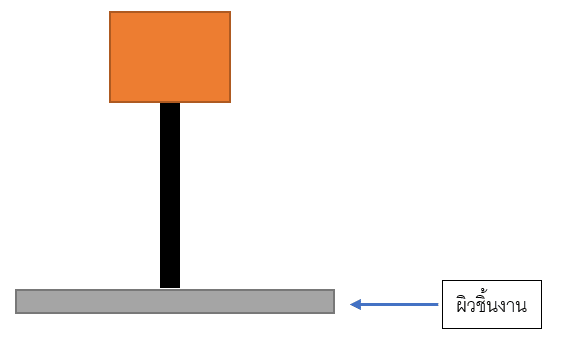
– เมื่อเราตั้งค่า G54 ของแกน Z ห่างจากผิวงานเล็กน้อย โดยใช้ดอก 3 mm
– เมื่อเราเปลี่ยน เปลี่ยนมาใช้ดอก 10 mm พร้อมเปรียบเทียบดอก 3 mm
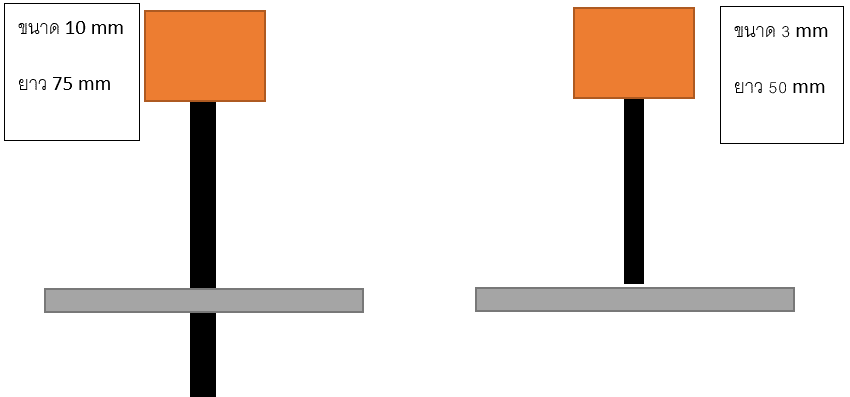
– จะสังเกตเห็นได้ว่าดอกที่มีขนาด 10 mm จะทะลุชิ้นงานออกไป ทำให้เกิดความเสียหายได้
– การแก้ปัญหานั้นมีอยู่ด้วยกันหลายวิธี เช่น การ Set G54 ใหม่ หรือแม้แต่การหาความยาวที่แตกต่างกันออกไปเพื่อนำมาทดแทนในโปรแกรม
– การแก้ปัญหาที่จะยกตัวอย่างต่อไปนี้คือการใช้ Tool Set (อ้างอิงวิธีการทำงานจากเครื่อง CNC Router milling model M25-PH Tool Change)
เริ่มต้นการทำ Tool Set
โดยตัวอย่างนี้จะใช้ Tool 1 และ Tool ที่ 2
9.1. เลือกเป็นโหมด JOG
9.2. เข้าไปที่ SETUP > TOOL MGT > LENGTH (สังเกตตัวเลขที่ แกน Z )
9.3. T.NO คือหมายเลข TOOL
9.4. แนะนำให้ผู้ใช้เลือก MPG DRY เพื่อเปลี่ยนมาเป็นโหมดควบคุมด้วยมือ
9.5. ไปที่ ATM > ใส่หมายเลข Tool ที่ต้องการวัดความยาว ( T.NO ) > เลือก ATM.ST (หากผู้ใช้เลือก MPG DRY ให้ทำการ หมุน MPG ไปเรื่อยๆจนกว่าจะเสร็จสิน)
9.6. ทำตามข้อที่ 9.5. ใหม่อีกครั้งแต่ให้เปลี่ยนหมายเลข Tool (T.NO)
9.7. กลับไปดูความยาว Tool ข้อที่ 9.2
ทดลองใช้งาน
9.8. ให้ผู้ใช้ทำการ Set G54 โดยใช้ Tool ที่วัดความยาวเป็นตัวตั้ง / หรือ Tool ล่าสุดที่ใส่อยู่ตอนวัดความยาวก็ได้เช่นกัน
9.9. ทดลอง G Code ต่อไปนี้
G54 X0 Y0
T1
G43 Z0 H1
G54 X0 Y0
T2
G43 Z0 H2
9.10. จะได้ตามตัวอย่างภาพด้านล่าง
วีดีโอตัวอย่าง
https://www.youtube.com/playlist?list=PLuhFxfruV5vO-Emvjtc-dGenZqm7dQUH2








Reviews
There are no reviews yet.